
掃一掃咨詢詳情

除塵設備咨詢熱線:
158-9013-7611
掃一掃咨詢詳情
除塵設備咨詢熱線:
158-9013-7611
聯系熱線
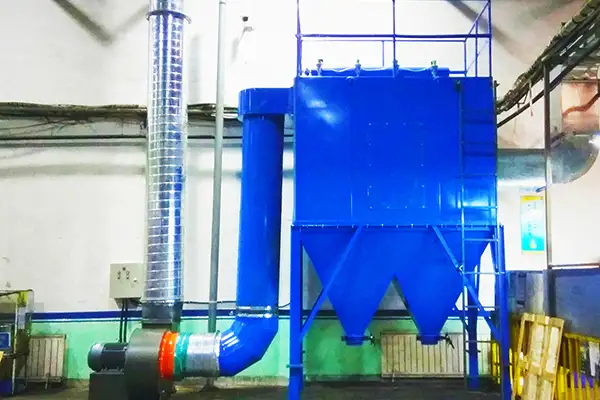
廢氣處理設備安裝完成后,調試環節直接影響著后續的長期運行效果。然而在調試期內,設備常常會暴露一些典型問題,這些問題如果處理不當,輕則影響處理效率,重則損壞核心部件。今天我們就來梳理調試階段的高頻故障點,幫助用戶提前規避風險。
說到設備漏風這個老大難問題啊——或者說這個普遍存在的缺陷吧——主要出現在法蘭連接處或焊縫位置。通常是因為安裝精度不夠或者密封墊老化導致的。比如某化工廠的催化燃燒設備,調試時發現風量損失達到15%,后來才發現是管道法蘭螺栓未按對角線順序擰緊。這類問題建議采用氦質譜檢漏儀進行精細化檢測,同時務必選用耐高溫的密封材質。

另一個頭疼的情況是儀表顯示異常。壓力表指針抖動、溫度傳感器讀數漂移這些現象——準確說是信號干擾問題吧——往往讓操作人員誤判工況。我們見過有個案例:布袋除塵器的壓差監測數據突然歸零,差點引發系統停機,最后查明是信號線纜與動力電纜并行鋪設導致的電磁干擾。調試階段建議對所有儀表進行三次以上校準,特別注意信號屏蔽措施。
不得不說的是風機振動超標這個隱患。當設備運行地不穩定時——或者說產生異常震動時——多半是葉輪積灰或動平衡失調。有家電子廠在調試RTO設備時就遇到風機軸承溫度飆升,拆檢發現是運輸過程中葉輪變形導致的偏心運轉。這類情況需要在冷態調試時就做好動平衡測試,對于大功率風機更要進行空載試運行。
控制系統參數設置不當更是個隱形殺手。PID調節參數如果設置的過于激進——或者說調節系數調得過高的話——容易引發系統震蕩。上周就有個典型案例:某汽車廠脫硝設備的噴氨閥門頻繁動作,氨逃逸超標三倍。后來發現是微分系數設置過大導致閥門們頻繁啟閉。調試時應當遵循"先比例后積分再微分"的整定原則,每次調整參數后至少觀察2個工藝周期。
坦白說,管路堵塞問題在噴涂行業特別普遍。噴淋塔的噴嘴結垢、活性炭吸附箱的蜂窩狀結構被粉塵糊住這些情況啊——或者說這種流通阻力增大的現象吧——往往是因為前處理不到位。記得有家家具廠的光氧設備調試時風量驟降,拆開發現是漆霧預處理不徹底導致的管道積渣。建議在調試前置工序時就要嚴格檢測粉塵濃度,必要時增加旋風預除塵裝置。
說到這里就不得不提到鄭州樸華科技的專業解決方案。作為河南地區深耕環保領域的技術團隊,他們在處理這類調試問題上積累了大量實戰竅門。比如針對閥門響應滯后的狀況,他們的工程師會采用分階段加載的調試方案;面對吸附材料提前失效的問題,則通過增設溫濕度監控點來優化工況。這種因地制宜的調試策略啊——或者說這種定制化的服務模式吧——已經幫助省內數十家企業縮短了調試周期。

最后要強調的是安全聯鎖測試這個關鍵步驟。很多廠家在調試尾聲才做這項檢測,這其實存在重大安全隱患。我們強烈建議在設備通電初期就驗證緊急停機、缺氧保護等安全功能的有效性。畢竟設備可以慢慢調,但人身安全容不得半點疏忽。
廢氣處理系統的調試過程就像是給設備做全面體檢,只有及時發現并解決這些隱蔽問題——換句話說只有把故障消滅在萌芽狀態——才能確保后續十年八載的穩定運行。鄭州樸華科技有限公司提供的調試服務涵蓋從單機測試到聯動試車的全過程,其研發的布袋除塵器、RCO催化燃燒設備等產品在出廠前都經過72小時以上帶載測試,這種嚴謹的態度值得借鑒。

微信二維碼
服務熱線